Explorez le glossaire qualité
Consultez les termes essentiels de l’assurance et du contrôle qualité utilisés dans les audits, l’échantillonnage, le SPC et la qualité fournisseur. Commencez à taper un mot-clé pour accéder directement à sa définition.
Adhésion des Normes
Terme de fabrication relatif à la capacité d’une norme à être utilisée pour calibrer l’exactitude d’un instrument utilisé pour mesurer la qualité ou la performance. Il est préférable que de telles normes puissent être retrouvées au Bureau National des Normes. Ce terme apparaît également pour la mesure de procédés et de procédures.
Analyse Causale
Technique se concentrant sur l’identification de défaillances et de défauts spécifiques afin d’en découvrir leurs causes et d’émettre des recommandations quant à l’élimination de ces défaillances par la mise en place de solutions correspondant à la cause appropriée.
Analyse de la Variance (ANOVA)
Cette méthode permet de décomposer et d’analyser la variation totale des résultats d’un processus en étudiant les causes de cette variance et en évaluant leur signification. L’objectif est de déterminer un processus avec lequel les variations de résultats seront minimisées.
Analyse des Affinités
Terme technique se rapportant à l’organisation d’une variété de données subjectives en des catégories basées sur des relations intuitives d’informations individuelles. Cette technique est souvent utilisée par des équipes afin de trouver des traits communs à des idées, des problèmes relatifs à des sujets présentés par les membres de ces équipes. Cette technique permet d’organiser des informations en groupes logiques.
Analyse des Défauts
Il s’agit d’un outil qualité qui se focalise sur les causes originelles des problèmes ou défauts afin d’en identifier leur(s) source(s). L’analyse des causes originelles inclut une variété de techniques qui définissent des problèmes ainsi que les solutions associées.
Analyse des Modes de Défaillance et de leurs Effets (FMEA / AMDEC)
Technique utilisée pour l’identification et la prévision de problèmes liés au processus de conception et de fabrication ayant un impact sur l’utilisateur du produit. Cette analyse permet de déterminer les actions correctives. Elle se concentre sur l’analyse des origines des pannes de produits en examinant les matières premières, les composants et les processus d’assemblage.
Analyse des Moyens (ANOM)
Technique statistique utilisée lors d’expériences afin d’identifier les problèmes et/ou les capacités d’un procédé industriel avec pour objectif de livrer un produit fini avec les caractéristiques désirées.
Audit (Qualité)
Une étude indépendante menée pour comparer certains aspects de la qualité et de la performance par rapport à une norme ou un référentiel établi.
Calibrage (Étalonnage)
En termes de gestion de la qualité, il s’agit de la comparaison d’un système ou d’un instrument de mesure non vérifié par rapport à un étalon dont la précision est confirmée, dans le but d’identifier les variations par rapport à une spécification de performance requise.
Charte de Pareto (Diagramme de Pareto)
Représentation graphique basée sur la loi des 80/20 et illustrant, en ordre décroissant, la fréquence d’évènements ou de résultats de processus particuliers. Elle aide à identifier les « quelques causes vitales » par rapport aux « nombreuses causes insignifiantes ».
Contrôle Qualité (QC)
Désigne les activités entreprises par une entreprise et ses employés pour s’assurer que les processus organisationnels fournissent des produits ou des services de haute qualité.
Contrôle Statistique de la Qualité (SQC)
Terme plus large que le contrôle statistique des procédés, impliquant l’utilisation de techniques statistiques pour mesurer et améliorer les processus et la qualité de manière globale.
Contrôle Statistique des Procédés (SPC / CSP)
Ensemble de techniques statistiques utilisées pour mesurer et suivre la performance des procédés. Elles permettent d’identifier les domaines nécessitant une amélioration et de mesurer les variations de résultats, menant à des actions de réduction de la variabilité.
Courbe en Baignoire
Courbe composite dérivée de données sur les taux de défaillance précoce (mortalité infantile) et les taux de défaillance constante (vie utile), combinée à une courbe de défaillance par usure. Elle est utilisée pour évaluer la fiabilité des produits dans le temps.
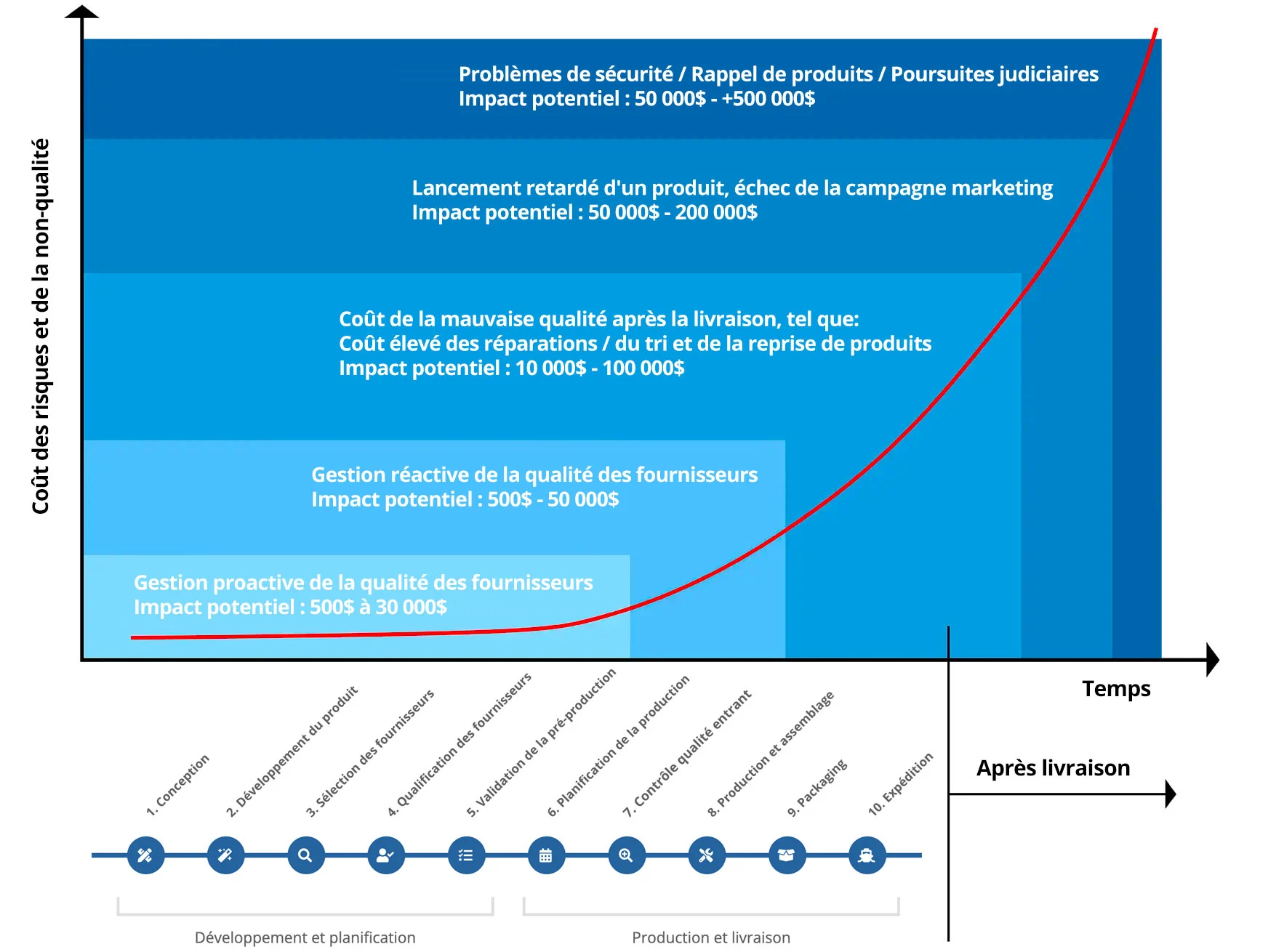
Coût de la non-qualité (CNQ)
Défini comme les coûts associés à la fourniture de produits ou de services de mauvaise qualité. Il existe des éléments de CNQ internes et externes :
- CNQ internes : déchets, rebuts, main-d’œuvre perdue, temps de reprise et coûts administratifs.
- CNQ externes : rappels de produits (très coûteux), réparations, réclamations sous garantie, retours clients, poursuites judiciaires et crises de relations publiques.
Plus tôt ces risques sont identifiés dans la chaîne d’approvisionnement, moins ils coûtent à l’entreprise. Quelques audits préventifs coûtent toujours moins cher qu’un désastre marketing lié à la sécurité.
Coût d’Obtention de la Qualité (COQ)
Ensemble des coûts engagés pour prévenir les défauts, évaluer les performances des processus et mesurer les conséquences financières. C’est la justification économique des efforts consentis pour la qualité.
Critère d’Acceptation et de Rejet
Nombre maximum de non-conformités autorisées dans un échantillon pour qu’un lot soit jugé acceptable. Si le nombre de défauts dépasse ce seuil, le lot est rejeté, indiquant généralement un problème dans le processus de fabrication.
Défaut
(a) Toute non-conformité à une exigence client, (b) tout attribut échouant aux spécifications, ou (c) tout état d’impropriété à l’usage. Ils sont classés par gravité : critique, majeur et mineur.
Défaut Critique
Défaut considéré comme dangereux pour les employés ou ayant le potentiel de blesser l’utilisateur final d’un produit ou d’un procédé.
Diagramme de Démérite
Outil de suivi des défauts où les différentes catégories (critique, sérieux, majeur, mineur) sont affectées d’un poids. Le score total de démérites permet de mesurer l’amélioration de la qualité des lots au fil du temps.
Diagramme de Nombre d’Unités Défectueuses (np Chart)
Graphique de contrôle utilisé pour évaluer la stabilité d’un procédé en suivant le nombre total d’unités présentant des défauts spécifiques sur une série de lots de taille constante.
Distribution Bimodale
Distribution présentant deux pics (modes) de fréquence. Elle documente souvent une relation entre deux facteurs distincts dans un processus (ex: équipes de jour vs équipes de nuit).
Échantillon
Nombre spécifique d’articles prélevés dans un lot pour examen, afin de déterminer si l’ensemble du lot est conforme aux exigences de qualité.
Échantillonnage Aléatoire
Méthode standard où les unités sont choisies de manière à ce que chaque combinaison possible d’unités ait une chance égale d’être sélectionnée.
Échantillonnage Double
Technique d’inspection où un premier échantillon détermine l’acceptation ou le rejet. En cas de doute, un second échantillon (généralement plus grand) est inspecté pour prendre la décision finale.
Échantillonnage Représentatif
Processus visant à prélever des échantillons minimisant le biais, afin que les caractéristiques de l’échantillon soient le reflet fidèle du lot complet.
Evaluations et Essais non Destructifs (END / NDT)
Techniques d’essais (ultrasons, rayons X, etc.) qui n’endommagent pas les pièces ou les produits testés.
Fabrication Agile
Processus flexibles permettant la conception et la production rapides de produits personnalisés, sans compromis sur la qualité ou l’environnement, pour répondre précisément aux délais et besoins clients.
Facteur de Contrôle de Diagramme
Valeur basée sur des probabilités mathématiques facilitant le calcul des limites de contrôle sur les cartes de contrôle (X-barre et Étendue).
Graphique de Contrôle (Carte de contrôle)
Outil statistique utilisé pour suivre la stabilité et la performance d’un procédé dans le temps, en distinguant les causes communes des causes spéciales de variation.
Index de Capacité de Procédés (Cp / Cpk)
Ratio comparant la largeur des spécifications (tolérances) à la dispersion naturelle du procédé (6 sigmas). Il permet de savoir si un processus est capable de produire systématiquement des pièces conformes.
Ingénierie de la Fiabilité
Branche de l’ingénierie dédiée à la prédiction des défaillances et à l’amélioration de la durée de vie des produits.
Ingénierie de la Qualité
Application de techniques statistiques au design et à la mise en œuvre de processus de fabrication pour garantir une amélioration continue et des produits sans défaut.
Inspection
Acte de mesurer, tester ou jauger les caractéristiques d’un produit et de comparer les résultats aux exigences spécifiées (taille, fonction, apparence).
ISO 9001 / ISO 9000
Ensemble de normes internationales de gestion de la qualité. L’ISO 9001 est la norme certifiable couvrant tous les processus, de la conception au service après-vente.
Limite Inférieure de Contrôle (LCL / LIC)
Ligne sur une carte de contrôle située à trois écarts-types sous la moyenne, indiquant la limite en dessous de laquelle le processus n’est plus sous contrôle statistique.
Longueur moyenne d’une Suite (ARL)
Nombre moyen d’échantillons ou de sous-groupes à inspecter avant qu’une carte de contrôle ne signale un décalage (shift) dans le processus.
Lot
Quantité définie d’un produit ou matériau fabriqué dans des conditions jugées uniformes.
Méthodes Taguchi
Techniques d’amélioration de la qualité basées sur l’idée que toute variation par rapport aux exigences clients représente une perte pour la société.
Niveau Limite de Qualité (NQT / LTPD)
Définit quantitativement le point où la probabilité d’acceptation d’un lot devient très faible en raison d’un taux de défauts trop élevé.
Nombre d’Acceptation
Nombre maximum de défauts autorisés dans l’échantillon pour accepter le lot. S’il est dépassé, le lot est rejeté.
Plan d’Echantillonnage Continu
Approche pour les flux continus commençant par une inspection à 100%, passant à un échantillonnage après une série de succès, et revenant à 100% dès qu’un défaut est détecté.
Plan de Réception par Echantillonnage
Protocole définissant la taille de l’échantillon et les critères d’acceptation/rejet d’un produit en fonction des risques statistiques.
Plans d’Expériences (DOE)
Méthode statistique visant à identifier les combinaisons de facteurs influençant un processus afin d’en optimiser les résultats.
Procédé de l’Audit Qualité
Évaluation de la performance d’un processus par rapport à des normes pour vérifier comment les opérateurs maintiennent la qualité.
Qualité Minimale Acceptable (NQA / AQL)
Niveau maximum de défauts considéré comme satisfaisant pour la moyenne de la production délivrée.
Qualité Moyenne Après Contrôle (AOQ)
Pourcentage maximum de produits défectueux qu’un client recevra après inspection, incluant l’inspection à 100% des lots rejetés.
Séries Q9000
Version américaine des normes ISO 9000 (ANSI/ASQC).
Temps Moyen Écoulé entre Deux Pannes (MTBF)
Mesure de la fiabilité d’un produit réparable, représentant le temps moyen entre deux défaillances.
Variation
Différence inévitable observée entre deux résultats ou actions au sein d’un même système ou processus.
Zéro Défaut
Concept de management de la qualité visant à prévenir tout défaut dès la première fabrication, popularisé par Philip Crosby.
Cliquez ci-dessous pour améliorer la qualité des produits avec Pro QC
Contactez-nousObtenir un devis ou réserver un service
Nous serons heureux de vous fournir de plus amples informations sur nos solutions de qualité. Veuillez remplir ce formulaire pour nous contacter. Nous vous répondrons dans les plus brefs délais. Si vous souhaitez nous soumettre votre CV, veuillez cliquer ici.
Contactez-nous par e-mail
Contactez-nous par téléphone
Amérique du Nord
+1 206 397 1145
Mexique
+52 55 9990 7885
Colombie
+57 601 9190355
Royaume-Uni
+44 330 094 5589
France
+33 9 7303 6784
Allemagne
+49 15630 810151
Australie
+61 2 8252 7691
Inde & Asie du Sud
+91 227 189 7407
Asie & Asie-Pacifique
+886 2 2832 2990
Stabilité
Pro QC fournit des services d'assurance qualité, d'ingénierie et de conseil depuis 1984.
Présence mondiale
Nous proposons un gestionnaire de compte dédié et des solutions qualité dans plus de 88 pays.
Réactivité
Nous fournissons des rapports détaillés en ligne sous 24 heures après la fin de chaque mission.
Experts qualité
Notre équipe mondiale d'ingénieurs possède l'expertise sectorielle requise pour vérifier la qualité et la conformité.